Технологии дешевеют и совершенствуются. Еще несколько лет назад стали доступны 3D принтеры, работающие по экструзионной технологии (FDM – Fused Deposition Modelling). Однако качество печати таких принтеров слабо подходит для Nашего масштаба, так как не обеспечивают достаточную точность и разрешение. Качественная печать методом полимеризации смолы под действием света была уделом дорогих и профессиональных принтеров. Такие принтеры использовали сложную систему движения лазерного луча (SLA) или проекторы (DLP) для формирования изображения. Ситуация изменилась после появления LCD технологии печати. В ней нет проектора, или сложной системы управления лазерным лучом. Для формирования изображения используется обычный LCD дисплей, а источником ультрафиолетового излучения служит светодиодный блок. Такие принтеры снизили стоимость оборудования для фотополимерной печати с десятков тысяч долларов до сотен, открыв возможность качественной печати в домашних условиях.
Часть 1. Принцип работы и устройство принтераКлючевые элементы принтера (не считая корпуса, блока управления и прочей электроники) это:
1) Платформа, на которой печатается модель. Закреплена на оси Z, поднимается и опускается за счет шагового двигателя, вращающего винт. Передвигается по направляющим.
2) Ванна с прозрачным дном. В качестве дна выступает туго натянутая FEP пленка, прозрачная для ультрафиолетового излучения
3) LCD экран, который формирует маску, то есть определяет какие области будут засвечиваться (и соответственно печататься), а какие нет.
4) Источник ультрафиолетового излучения. Светит через экран.
В целом, именно эти четыре компонента оказывают существенное влияние на качество печати. Ось Z должна быть жесткой, не допускать смещения платформы в горизонтальной плоскости. Пленка должна быть правильно натянута, не иметь повреждений и непрозрачных участков. Экран без битых пикселей, а размер пикселя определят минимальную печатаемую точку. Источник излучения иметь равномерную и как можно более параллельную засветку.
Процесс печати выглядит следующим образом. В специальную программу (слайсер) загружается 3D модель (модели). Программа формирует послойные изображения в зависимости от выбранной толщины слоя, учитывает другие параметры, такие как время засветки слоя, скорости движения и так далее, и формирует управляющий файл.
Смола заливается в ванночку, установленную на LCD экран. Платформа опускается вниз, практически вплотную к пленке (расстояние равное выбранной толщине слоя), экран формирует маску и происходит засветка слоя. Смола в зазоре между пленкой и деталью поллимеризуется в соответствии с маской. Затем платформа поднимается, отрывая напечатанное от пленки (но не от платформы), и опускается вниз, но на 1 слой выше. Печатается следующий слой и процесс повторяется. Таким образом печать происходит вверх ногами. Отмечу, что время печати зависит только от количества слоев (то есть высоты модели и толщины слоя) и не зависит от объема и количества одновременно печатаемых деталей.
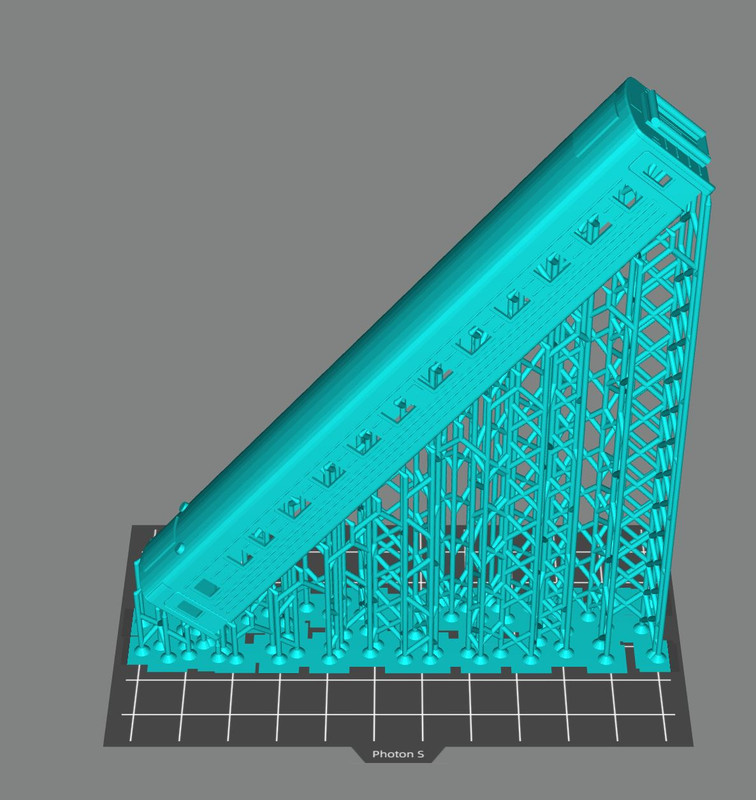
Часть 2. Выбор принтера – определяем потребности.Выбор принтера всегда компромисс между бюджетом, размером области для печати и качеством печати. Как же выбрать подходящий именно вам принтер? Во-первых, определитесь что вы ходите печатать и в каких количествах. От этого зависит требуемый размер области для печати. Замечу, что нужно учитывать третье измерение, то есть высоту. Часто модель, которая не помещается в область для печати горизонтально, вполне можно напечатать под углом. Личный опыт показывает, что в PhotonS со стандартным экраном около 6 дюймов может поместиться современный пассажирский вагон.
Проще всего проверить подходит ли принтер именно под Ваши задачи это установить слайсер под предполагаемый принтер и попробовать открыть в нем модель. Дополнительным аргументом в пользу большей области печати может служить коммерческое использование, когда принтер используется почти постоянно. Так как время печати не зависит от количества печатаемых моделей, большая область позволяет разместить больше элементов и печатать больше в единицу времени.
Вторым важным параметром является размер пикселя экрана. Не всегда разрешение экрана в 4К приводит к улучшению параметров печати. На самом деле у почти всех принтеров размер пикселя примерно одинаков – около 50 микрон. Есть исключения, например Phrozen Sonic Mini 4K, обладающий разрешением 4К при диагонали экрана в 6 дюймов. То есть, размер пикселя составляет 35 микрон. По оси Z, они вообще все одинаковы и печатают слоем от 10 микрон.
Также важным является источник УФ излучения. В идеале должно быть параллельное излучение (перпендикулярно экрану) с одинаковой интенсивностью по всей поверхности экрана. В реальности не встречается, вместо этого используется матрица светодиодов, которые делают примерно параллельный поток. Чем больше светодиодов в матрице и качественнее линзы, тем лучше.
Еще одним важным параметром является исполнение оси Z. Чем жестче конструкция, тем меньше вероятность брака. Поэтому рельсовые направляющие лучше цилиндрических (но их давно не видно в моделях), а два рельса лучше, чем один.
Отмечу, что с увеличением области печати, стоимость принтера и запасных частчей существенно увеличивается. Большая область печати требует экрана с большей диагональю и выше разрешением, что приводит к росту стоимости экрана примерно в 3 раза. Так запасной экран для Photon Mono X стоит около 8 тысяч, а на обычный около 2.5 тысяч. Вертикальный размер определяется длиной направляющих и ходового винта, которые тоже растут в цене при увеличении длины.
Пример расположения пассажирского вагона в принтере с экраном 6 дюймов
З.Ы. Я печатаю на Anycubic PhotonS и в общем доволен. Для моих нужд хватает, и переплачивать 3 цены за принтер с экраном 10 дюймов не вижу смысла.
Часть третья. Что нужно кроме принтера?Итак, вы заказали принтер и его доставили. К сожалению, на этом этапе вы скорее всего не сможете ничего напечатать. Модели, напечатанные на фотополимерном принтере, требуют пост обработки. Нужно убрать лишнюю, не затвердевшую смолу, то есть промыть модель, и досветить ультрафиолетом для окончательной полимеризации.
Некоторые используют для этого ультразвуковые ванны и ультрафиолетовые лампы, или собирают сами подобные устройства. Многие производители позаботились об этом и выпустили устройства типа Wash&Cure, которые автоматизируют процесс отмывки и засветки, делая его максимально простым и удобным. По цене выходит примерно одинаково с кустарными решениями.
Также очень рекомендую зайти в строительным магазин и купить два вида шпателей – резиновый (белая резина) и обычный металлический. Первый потребуется для удаления излишков смолы из ванны для печати, а второй для снятия моделей с платформы. Многие производители кладут пластиковый шпатель в комплект, но он слишком жесткий для удаления смолы (может повредить пленку) и слишком толстый и мягкий для снятия моделей.
Для промывки моделей потребуется либо изопропиловый спирт, либо вода, в зависимости от типа смолы. Рекомендую купить пару пластиковых контейнеров с герметичной крышкой, и использовать их для этапной промывки. Если вы заботитесь об экологии, то не стоит промывать проточной водой водорастворимую смолу. И вода, и спирт требуют некоторых дополнительных действий перед утилизацией (об этом позже).
Очень желательно использовать поддон с бортиками, для избежания последствий пролива смолы и капель. Я использую пластиковые подносы.
Не забываем про средства защиты – очки, перчатки, маски и соблюдаем технику безопасности – не стоит ставить принтер на кухне или в спальне.

В следующих частях:
Как расположить модель? Что такое поддержки и зачем они нужны? Как подобрать параметры печати для смолы? Брак печати и чем может быть вызван? Как сэкономить деньги на спирте и как утилизировать отходы?
Какая себестоимость у печати? И ответы на Ваши вопросы.



